E-mail formátum hiba
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



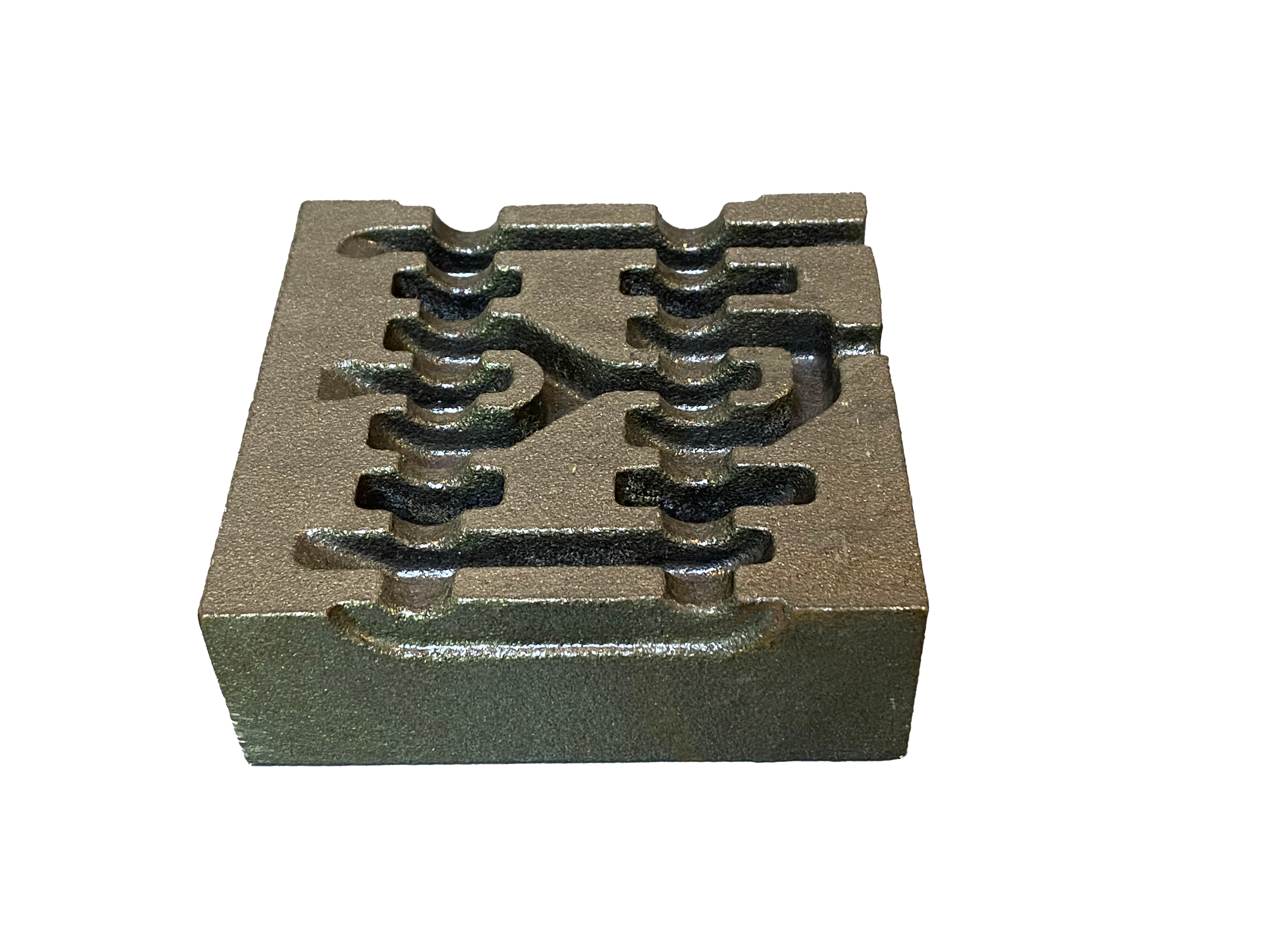
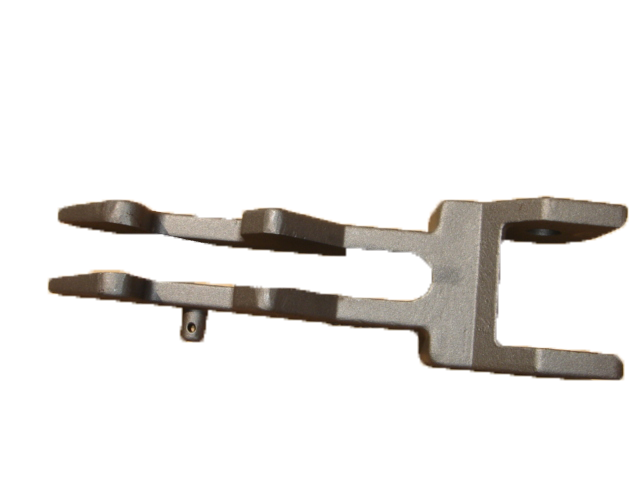
Vasöntés
A homoköntési technikával készült öntvények homokformákban készülnek.Az acél, vas és a színesfém ötvözetből készült öntvények többsége homoköntéssel állítható elő.A homoköntés adaptálható egy darabos gyártáshoz, kötegelt gyártáshoz és tömeggyártáshoz, mivel a folyamatban használt modellező anyagok olcsók és egyszerűen beszerezhetők, a formák pedig egyszerűen megépíthetők.Régóta az öntvénygyártás alapvető lépésévé fejlődött.
Az öntöttvas előnyei
- Nagy mennyiségben kapható, ezért tömegesen gyártják.Az öntési folyamathoz használt berendezések viszonylag olcsók.Tehát termékeinek költsége alacsony.
- Bármilyen bonyolult forma és méret megadható költséges megmunkálási műveletek nélkül
- Három-ötször nagyobb nyomószilárdságú, mint az acél
- Jó a megmunkálhatósága szürkeöntvényhez.
- Kiváló rezgéscsillapító (vagy rezgéscsillapító) teljesítménnyel rendelkezik, ezért gépvázak készítésére használják
- Jó az érzékenysége
- Kiváló kopásállósággal rendelkezik
- Állandó mechanikai tulajdonságokkal rendelkezik 20 és 350 Celsius fok között
- Nagyon alacsony érzékenységgel rendelkezik
- Alacsony stresszkoncentrációja van
- Alacsony költséget visel
- Kiváló tartóssággal rendelkezik
- Jó deformációállósággal rendelkezik
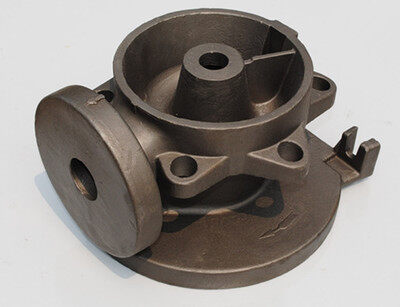
Vasöntés folyamata MINGHE-ben
Mingheben a vasöntéshez 2 fő módszer létezik: homoköntés vagy veszetthab öntési módszer.
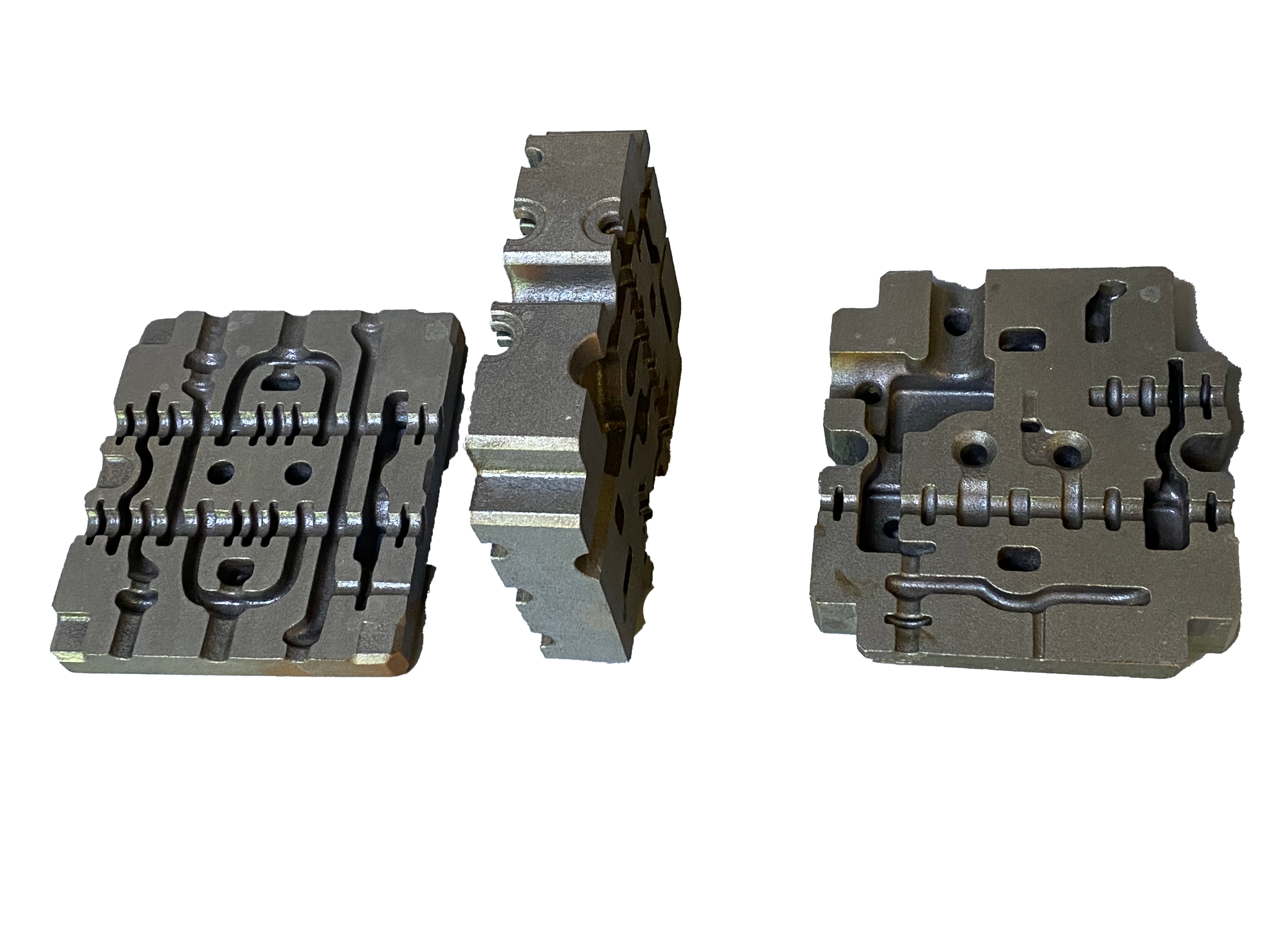
Homoköntés
A homoköntés olyan öntési módszer, amelyben az öntvényeket homokformákban állítják elő.Homoköntéssel acél, vas és a legtöbb színesfém ötvözet öntvény nyerhető.A homoköntéshez használt modellező anyagok olcsók és könnyen beszerezhetők, a formák pedig könnyen gyárthatók, így a homoköntés alkalmazkodhat az egydarabos gyártáshoz, a tételes gyártáshoz és a tömeggyártáshoz is.Az öntvénygyártás alapfolyamatává vált sokáig.
A homokformák készítésének elsődleges alapanyaga az öntödei homok és a homokkötőanyag.A kovás homok a leggyakrabban használt öntödei homok.Ha a szilícium-dioxid homok magas hőmérsékleti teljesítménye nem felel meg a használati követelményeknek, speciális homokot, például cirkónium homokot, króm homokot és korund homokot használnak.Az öntvénybe homokkötőanyagot kell hozzáadni a laza homokszemcsék megkötéséhez, hogy homokot képezzenek, hogy a kész homokforma és -mag bizonyos szilárdságú legyen, és ne rontsa ki a formáját vagy sérüljön meg a kezelés, öntés és öntés során. folyékony fém.A legelterjedtebb formázóhomok kötőanyag az agyag, formázóhomok kötőanyagként különféle száradó olajok vagy félig száradó olajok, vízben oldódó szilikátok vagy foszfátok és különféle műgyanták is használhatók.A homoköntéshez használt külső homokformák három típusba sorolhatók: agyagzöld homok, agyagos száraz homok és kémiailag edzett homok a homokban használt kötőanyag és szilárdság kiépítése szerint.
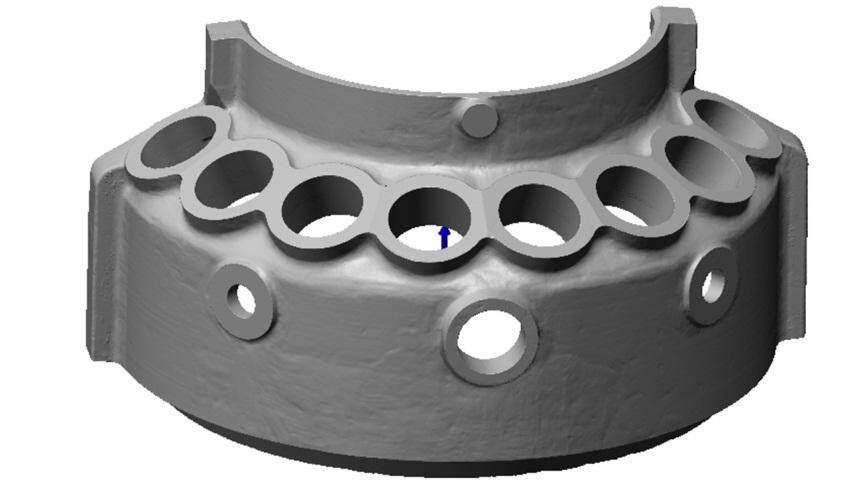
Elveszett hab öntés
A Lost Foam Casting célja az öntvényekhez méretben és alakban hasonló paraffinviasz vagy habmodellek kombinálása klaszterek kialakítására.A tűzálló bevonatok ecsetelése és szárítása után a rezgésmodellezés céljából száraz kvarchomokba temetik.Ez egy új öntési módszer, amely elgázosítja a modellt, a folyékony fém elfoglalja a modell pozícióját, megszilárdul és lehűl.
Mivel a kötőanyag nélküli száraz homok gyakran összeomlik az öntési folyamat során, A. Wittemoser Németországban 1967-ben alkalmazta az úgynevezett "mágneses öntést". 1971-ben a japán Nagano feltalálta a V módszert (vákuumöntési módszer).Ezen inspirálva a mai elveszett haböntvény is sok helyen vákuumot alkalmaz a homok rögzítésére.Ezért az elveszett haböntési technológia az elmúlt 20 évben gyorsan fejlődött világszerte.
GYIK
Hogyan kell rendelni?
Először is, az Ügyfél elküldheti nekünk mintáját vagy rajzát, például 2D és 3D rajzot (IGS vagy STP formátum).Másodszor, mérnökeink gondosan ellenőrzik a rajzot, majd jobb árat biztosítanak Önnek.Harmadszor, ha elfogadja, akkor a rendelés visszaigazolva.
Hol van a gyára?
Üzemünk Dongguanban található, amely egy gyönyörű város, nagyon közel Guangzhou és Shenzhen.Repülhet a Shenzhen Bao'an nemzetközi repülőtérre (ZGSZ) vagy a Guangzhou Baiyun nemzetközi repülőtérre (ZGGG), mi felvesszük Önt a repülőtéren.
Ön gyári vagy kereskedelmi vállalat?
gyár vagyunk.Egyablakos szolgáltatást nyújtunk a formatervezéstől a befejezett részig.
Hogyan kell szállítani?
A présöntés és CNC megmunkálás mintáját vagy kis megrendelést általában a TNT, FEDEX, UPS stb. küldik, a nagy megrendelést pedig légi vagy tengeri úton küldik el az ügyfelek megerősítése után.
Milyen fizetési feltételek vannak?
Présöntőforma kifizetések: 40% előlegfizetés a szerződés aláírása után;
A 60% egyenleget az ügyfél jóváhagyása után fizetik ki.
A fröccsöntési rendelés fizetési határideje: T/T, 30% kaució fizetendő gyártás előtt T/T-vel, 70% kiszállítás előtt.